
Аж үйлдвэрийн үйлдвэрлэлийн салбартtungsten Carbide ирөндөр хүч чадал, өндөр хатуулаг, маш хатуу, маш сайн элэгдэлд өртөх удирдагч болсон. Гэсэн хэдий ч, ерөнхийдөө үйлдвэрлэлийн ир нь тайрах явцад өндөр хурдтайгаар өндөр хурдтайгаар эргэлдэж, металл материалаар ойртох үед нүдний хараа чимээгүйхэн ойртох болно. Энэ үзэгдлийг зөвхөн сонирхож чадахгүй байгаа боловч Тонгстен Карбидын ир нь огтлох үед байнга гардаг. Энэ нийтлэлд бид энэ сэдвийг судлах бөгөөд Tungsten Carbide Broad нь тодорхой нөхцөлд огтлоход хүргэдэггүй шалтгааныг илтгэнэ.
Tungsten Carbide ир, олон төрлийн цементтэй карбид, коб бахан, нүүрстөрөгч, нүүрстөрөгч, бусад элементүүдээс бүрддэг. Тунгалаг ажил, Tongrende Carbide Car Fobside нь янзын хурд, өндөр хурднытэй хялбар мет материалуудыг зүслээсоор хөнөөдөг. Гэсэн хэдий ч тогтмол нөхцөлд, металлын гадаргуу дээр металл, температурын гадаргуу дээр металл, температурын температураас болж өндөр температурт өртөх болно.

Гэсэн хэдий ч бүх төрлийн карбидын хайрцаг нь огтлоход оч үүсгэдэггүй. Тэтгэмжийн нүүргийн материалын тусгай процессууд, ТУЗН-ийн тусгай үйл явц гэх мэт тодорхой тодорхой нөхцөлд Tongstende Carbide Cardide нь оч хүртэж чадахгүй бол. Энэ үзэгдлийн ард энэ нь цогцолборын цаана нь физик, химийн зарчмуудыг хулдаг.
Юуны өмнө Тайлбар ган ган материалын тусгай харьцаа нь түлхүүр юм. Tungsten Coppide-ийн үйлдвэрийг үйлдвэрлэх үед Блехнодеийн болон химийн болон бусад элементүүдийг тохируулах замаар. Эдгээр өөрчлөлтүүд нь зүсэлт хийх явцад үржил шимтэй, өндөр коэффициент, өндөр коэффициент, илүү өндөр коэффициент агуулдаг. Хутга нь металлтай холбоо барьж байгаа нь үрэлтийн улмаас үүссэн халуунд халуунаар үүсч, металл гадаргуу дээр гарч ирж, өндгөвчний гадаргуу дээр гарч ирнэ.
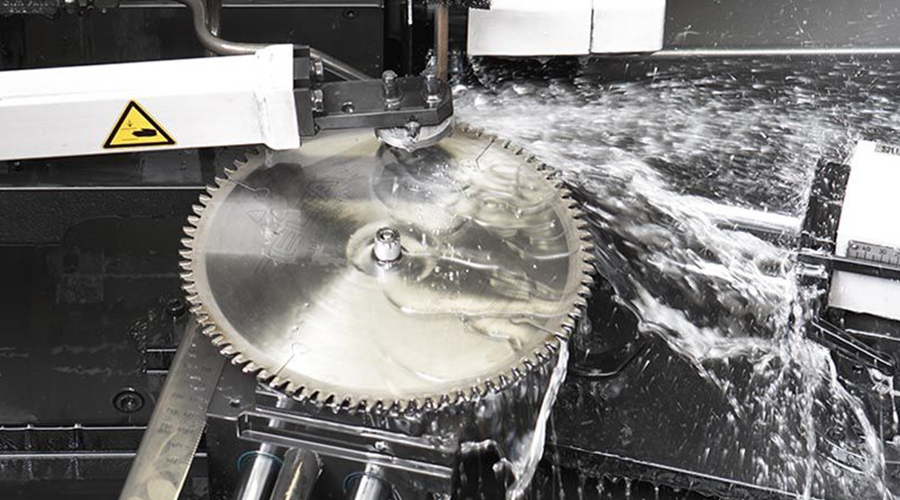
Хоёрдугаарт, огтлох үйл явцыг сонгох сонголт нь бас чухал юм. Хутгаж, тайралт, үрийн хоорондох үрэлт, температур нь хурд, температурыг тайрч, тайрч, тайрч, тайрах замаар параметрүүдийг тохируулж болно. Зүсэх хурд нь дунд зэрэг байх үед зүсэлт, зүсэлт, зүсэлт, температур нь тун бага зэрэг буурч, үр дүнг нь багасгах нь үндэслэлтэй, температурыг бага хэмжээгээр бууруулж байна. Үүнээс гадна, хөргөлтийн хөргөлтийг хөргөх, тослох ажлыг ашиглан зүсэх, тосолгох нь металл гадаргуугийн температурыг үр дүнтэй багасгаж, цөхрөлийн температурыг үр дүнтэй болгох боломжтой.
Дээрх шалтгаанаас гадна Tungsten Cobside Brain-той зүсэх үед оч байхгүй бол тэр нь төмөр материалын шинж чанартай холбоотой байж болно. Зарим металл материалууд бага хайлах цэг, exidation Expration Explance-ийг тайрахад хялбар байдаг. Эдгээр металууд нь Tungsten Carbide Blades-тэй холбоо барихад тодорхой хэмжээний үрэлт, температур үүссэн ч гэсэн оч үүсгэхэд хэцүү байдаг.
Гэсэн хэдий ч тусгайлан пропорцентен ган материал, тодорхой тайрах үйл явц, тодорхой тайрах үйл явц нь тодорхой хэмжээгээр оч үүсгэдэг. Практик хэрэглээнд хамгаалах шил, галын аюулгүй байдал, галын аюулгүй байдлыг хангах үүднээс зайлуулах шаардлагатай аюулгүй ажиллагааны арга хэмжээ авах шаардлагатай.
Хөдөө явдлыг эрдүүлэн дагалт, магадлах, тэсрэх нөхцөл, дэлбэрэлт, дэлбэрэлт ихсэсний эрсдлийг бууруулж буй тохиолдолд талт, дэлбэрэх эрсдэлийг бууруулах хэрэгтэй. Үүний зэрэгцээ, тогтмол хяналт, боловсруулалтыг тогтмол шалгаж, тасралтгүй, цэвэршилт, боловсруул.
Эсэхийг нэгтгэхtungsten Carbide ирзүсэх үед оч үүсгэх нь хүчин зүйлээс хамаарна. Тагнуурын ган материалын харьцааг тохируулах, огтлох үйл явцыг оновчтой болгох, зөв металл материал, зөв хэмжүүрийг оновчтой болгох, очих үеийг тодорхой хэмжээгээр сонгох боломжтой. Энэ нь огтлох үйл ажиллагааны аюулгүй байдал, үр ашиг, аюулгүй байдлыг хангах үүднээс аюулгүй ажиллагааны хэрэгжилт, тогтмол хяналт шалгалт, тогтмол хяналт шалгалт хийх шаардлагатай байна. Шинжлэх ухааныг тасралтгүй илрүүлэх болон үйлдвэрлэлийн ажиллагааны тасралтгүй эд хөрөнгө авалт, цаашид ирж буй газарт грам, үйлдвэрлэлийн салбарын аюулгүй байдлыг хангах илүү шинэлэг, сургалт, тогтвортой байдлыг дэмжих.
Хожим нь бид үргэлжлүүлэн шинэчлэх болно, та манай вэбсайт дээр нэмэлт мэдээлэл авах боломжтой.
Мэдээжийн хэрэг, та манай Сошиал медиа дээр анхаарлаа хандуулж болно.





Шуудангийн цаг: 12-р сарын 27-20244



